

公司热线: 18951638188
江苏环创通风设备公司-南京溧水区通风管道加工
江苏环创通风设备有限公司
- 经营模式:生产加工
- 地址:江苏省南京市江宁区禄口镇马甫路188号
- 主营:南京风管加工,南京通风管道加工,南京螺旋风管加工
- 产品详情
- 联系方式
- 产品品牌:江苏环创
- 供货总量:不限
- 价格说明:议定
- 包装说明:不限
- 物流说明:货运及物流
- 交货说明:按订单
- 有效期至:长期有效
江苏环创通风设备公司-南京溧水区通风管道加工 :
南京通风管道厂家,南京风管加工厂,南京风管厂家江苏环创通风设备有限公司是一家专业从事通风管道加工,螺旋风管定做,圆形风管定做,不锈钢风管加工,椭圆风管加工以及其他各种型号形状的生产厂家,包括镀锌法兰或是角钢法兰生产。
环创通风设备有限公司—— 南京圆形风管定做
通风管道在行业中表现:
一、通风系统:送新风和排气,将有害气体排出室外,把室外新鲜空气送至室内。一般而言,通风系统的流量都很大,因此要求使用阻力较小的空气输送管道,以节省造价和运行费用——通风管道就适用。一般情况下使用镀锌铁管,有腐蚀性及特别潮湿的场所使用不锈钢管。
二、空调系统:通风管道可内贴保温材料,外表美观。
三、排油烟系统:饭店、酒楼、宾馆的厨房均有大量油烟产生,需要排出,采用通风管道是合适的,强度好,经济实用。
环创通风设备有限公司——南京椭圆风管加工
四、除尘系统:除尘装置的收集和输送,可使用通风管道。
五、散装物料输送:气力输送系统种,一些较细些松散的物料颗粒,可使用通风管道输送,造价低、效果好。
选择通风管道一定要考虑公司的产品质量和信誉等,因为只有选择了好的管道才能充分的发挥管道的作用,对于通风管在选择的时候要慎重的去选择,才能在以后的生活中起到更好的帮助。










江苏环创通风设备有限公司是一家专业从事通风管道加工,螺旋风管定做,圆形风管定做,不锈钢风管加工,椭圆风管加工以及其他各种型号形状的生产厂家,包括镀锌法兰或是角钢法兰生产。
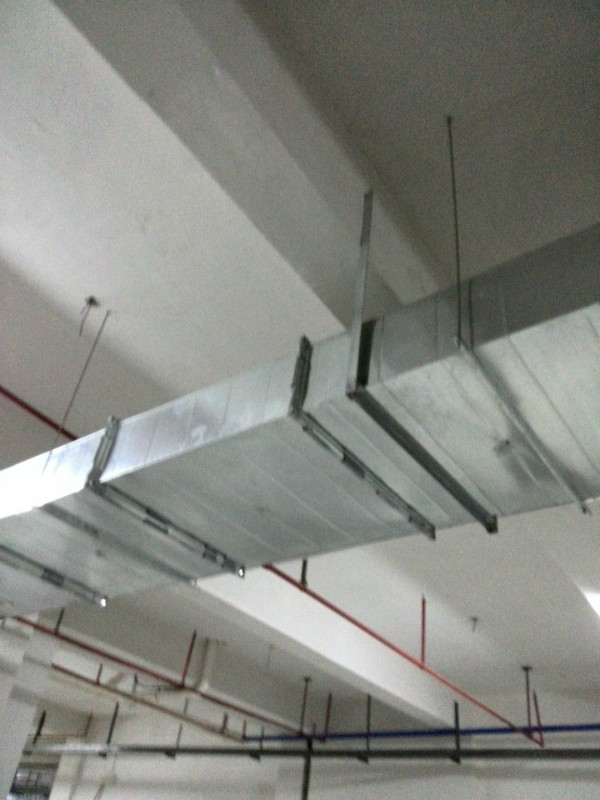
环创通风设备有限公司—— 南京通风管道加工
通风管道发展提高了我们生活品质:
通风管道在生活生产中占据着重要的作用,涉及的领域很广泛,在生产中,电子工业无尘厂房净化系统,食品无菌车间净化系统、工业上污染控制用除尘、排烟、吸油等排风管、工业环境或岗位用送风管、煤矿抽放用抽放系统、煤矿矿井环境控制用送回风系统。
在生活中,酒店宾馆、工厂及写字楼的空调系统等都离不开通风设备。并且白铁皮的通风管道具有增强管道更加美观,外观漂亮、结构精巧、以及线条流畅和设备的性能优越特点,受到青睐。
环创通风设备有限公司—— 南京不锈钢风管加工
随着人们生活水平的不断攀升,都喜欢选择通风比较好的地方来办公或者是居住,,确实是这样的室内的空气质量对我们来说确实是相当重要的,鉴于这一点,通风管道的质量也要不断的,不断的改进,这样才能够跟得上这个市场的需求。
在当今的市场趋势下,越来越多的行业都将通风设计放在很重要的位置,尤其是一些人员比较集中的地方,如KTV、网吧等人群比较密集的地方,我们发现一些通风因素的设计能够降低火灾发生的几率,这就增加了通风管道应用,在新市场的趋势下,我们对于风管加工行业的未来前景充满信心。值得一提的是,在原先的工厂或者生产车间,采用通风管道之后都明显改变了生产环境,增加了员工对生产工作的积极性,提高了生产效率,这些因素都是企业应该注重的问题。


通风管道加工
风管系统的严密性检验,应符合下列规定:
1)低压系统风管的严密性检验应采用抽检,抽检率为5%,且不得少于1个系统。在加工工艺得到保证的前提下,采用漏光法检测。检测不合格时,应按规定的抽检率做漏风量测试。中压系统风管的严密性检验,应在漏光法检测合格后,对系统漏风量测试进行抽检,抽检率为20%,且不得少于1个系统。高压系统风管的严密性检验,为全数进行漏风量测试。系统风管严密性检验的被抽检系统,应全数合格,则视为通过;如有不合格时,则应再加倍抽检,直至全数合格。
根据风管的尺寸,选择不同的板材厚度,然后留足咬口余量、进行下料。
4.3.1.2划线方法要严密,做到角直、线平、等分准确、经常检验结合尺寸,达到交圈严格、尺寸正确的目的。
4.3.1.3剪切、倒角要正确,尽量减少误差,操作时避免接缝、翻边处重叠。
4.3.1.4制作风管及部件时尽量采用咬口连接,因为咬口缝可以增加风管的强度。
4.3.1.5根据不同的板材厚度选择咬口的宽度和留量,咬口操作时,避免咬口不实,造成胀裂及半咬口现象。

